ABSTRACT
A cylindrical lens for coupling light from a line of emitting facets of laser diodes to a line of entrance faces of respective fiber waveguides. The lens is biaspheric, i.e., it includes two aspheric refractive surfaces which, in planes transverse to the lens axis, have curvatures that are other than of a conic in cross-section. The surfaces are shaped to correct for spherical aberrations, coma, and other off-axis aberrations. A system places the lens to image the emitting facets of the laser diode line onto the entrance facets of the fiber waveguides so that coupling efficiency between the two is relatively insensitive to lateral misalignment.
| Publication number | US5546487 A |
| Publication type | Grant |
| Application number | US 08/266,982 |
| Publication date | Aug 13, 1996 |
| Filing date | Jun 28, 1994 |
| Priority date | Dec 18, 1992 |
| Fee status | Lapsed |
| Also published as | US5450244 |
| Inventors | Stephen D. Fantone |
| Original Assignee | Polaroid Corporation |
| Patent Citations (19), Non-Patent Citations (2), Referenced by (16),Classifications (12), Legal Events (13) | |
| External Links: USPTO, USPTO Assignment, Espacenet | |
This application is related to the concurrently filed and commonly assigned application of Hong Po and Stephen D. Fantone entitled “Optical Fiber Laser and Geometric Coupler”.
BACKGROUND OF THE INVENTION1. Field of the Invention
This invention relates to laser systems in which cylindrical lenses couple the outputs of laser diodes into optical fiber waveguides to provide pump light for lasing action in laser cavities and particularly to cylindrical lenses for coupling light from laser diode arrays into optical fiber waveguides.
2. Background of the Prior Art
Various means have been used to couple light from arrays of aligned laser diode stripes into optical fiber waveguide ends for the purpose of pumping solid state lasers. U.S. Pat. Nos. 4,818,062, 4,479,224, 4,383,318, and 4,911,526 disclose butt coupling light from laser diode arrays into optical fiber waveguide ends by placing the emitting faces of the laser diodes as close as possible to the entrance faces of the optical fiber waveguides. However, butt coupling makes it difficult to achieve high coupling efficiency because of the large angular divergences of laser diode stripes, at least in one azimuth, compared with the numerical aperture of the optical fiber waveguide in the same azimuth. Efficient coupling in these circumstances also requires critical close spacing and alignment of the members and/or fiber cladding having very low refractive indices. The close spacing also risks damage to the members.
U.S. Pat. No. 4,972,427 discloses coupling of laser diodes in a laser bar into a slab of a Talbot cavity using a lenticular array aligned with the diodes and a cylindrical lens behind the lenticular array. This passes light into the slab but apparently does not simplify attainment of greater efficiencies.
U.S. Pat. No. 5,127,068 discloses coupling the output of laser diodes into optical fiber waveguides by collimating the output emissions of the laser diodes with a cylindrical optical fiber having a diameter roughly equal to the diameter of the optical fiber waveguides to be coupled to and preferably 20% to 50% larger than the lateral dimension of the laser diode emitter regions. The patent discloses spacing the optical fiber end from the microlens as closely as possible and also suggests that cross-sections such as elliptical and hyperbolic could be useful for correction of particular spherical aberrations.
However, no matter how close one places such fiber waveguides to such a collimating lens, off axis rays may still fall outside the acceptance angle of the fiber waveguides. Moreover, cylindrical fiber lenses with round or other conic cross-sections may correct well on-axis but quickly degrade off-axis. This affects coupling efficiency adversely.
U.S. Pat. No. 4,826,269 discloses focusing diode lasers onto a single region by circularly disposing a number of vertical and horizontal cylindrical lenses. The complexity of such a device makes it unsuitable for many applications.
U.S. Pat. No. 5,081,639 discloses a method of making a cylindrical microlens which produces focused, defocused, or collimated exiting light and having circular, elliptical, and hyperbolic cross-sectional shapes. Such lenses are also well-corrected on-axis but rapidly degrade off-axis. Thus, they have limited ability to couple light simply and efficiently from laser diodes into fiber waveguides.
Furthermore, such small-fiber cylindrical lenses tend to sag. This makes it difficult to align them with the diodes and the optical fiber ends.
An object of this invention is to avoid these disadvantages.
Another object is to improve laser systems.
Another object of the invention is to improve coupling of light from laser diodes to optical fiber waveguides.
Yet another object of the invention is to furnish cylindrical lenses for efficient coupling of light from laser diodes into optical fiber waveguides.
Still another object of the invention is to improve manufacturing methods and means for such cylindrical lenses.
Yet another object of the invention is to improve systems for generating light for pumping solid state lasers.
Other objects of the invention will, in part, appear hereinafter and, in part, be obvious when the following detailed description is read.
SUMMARY OF THE INVENTIONThe invention comprises a system for coupling laser diodes to fiber waveguides. The system includes a cylindrical biaspheric magnifying lens having a diameter substantially larger than either the laser diodes or the optical fiber waveguides. The biaspheric lens focuses the light from the diodes onto a substantial portion of the ends of the fiber waveguides.
The terms “aspheric” and “biaspheric” are used herein in the sense that the lens cross-sectional surface in planes transverse to its cylindrical axis are aconic (i.e., not circular, elliptical, hyperbolic, nor any conic section). The term “aspheric” is used here in a more limited sense. Described otherwise, the biaspheric cylindrical lens as used here has two surfaces whose cross-sections follow paths other than those of conic sections. For simplicity, these sections are also called “aconic-sections”.
More specifically, according to the invention, the lens comprises a transparent material with two surfaces each defined by a straight line moving parallel to an axis along respective curves other than conic-section curves.
According to an aspect of the invention both surfaces together cooperate to correct for coma and other off-axis abberations but neither surface alone corrects for these.
According to another feature of the invention, the on-axis aberrations are balanced off against the off-axis aberrations to provide a correction over a wide field.
According to another feature of the invention, the cylindrical lens includes integral stiffening extensions at the portion.,; between the cylindrical surfaces.
According to still another feature of the invention, the stiffening extensions project transversely relative to a plane separating the cylindrical surfaces.
According to yet another feature of the invention, the stiffening extensions project along a plane separating the cylindrical surfaces.
According to still another feature of the invention, the stiffening extensions project both transverse to and parallel to a plane separating the cylindrical surfaces.
According to another feature of the invention a laser light generating system includes a biaspheric, cylindrical lens, i.e., one whose cross-sectional shapes follow paths other than conic sections, for coupling light from an aligned plurality of laser diode sources to a plurality of optical fiber waveguides having ends aligned with the sources.
According to another feature of the invention, a method of forming the cylindrical lens comprises shaping a biaspheric cylindrical lens block at a scale larger than the desired dimensions of the lens and afterwards drawing down the block to the desired dimensions of the lens, preferably at a scale of 50 to 1.
According to another aspect of the invention, the biaspheric cylindrical lens images the emitting facets of the laser diode array onto or into the end faces of the optical fiber waveguides by directing the rays from the laser diode arrays so that they converge in an angle smaller than the acceptance angle of the fiber waveguides at their end faces in the same azimuth.
These and other features of the invention are pointed out in the claims. Other objects and advantages will become evident from the following detailed description.
BRIEF DESCRIPTION OF THE DRAWINGSThe principles of the present invention may be clearly understood by considering the following detailed description when read in conjunction with the accompanying drawings wherein:
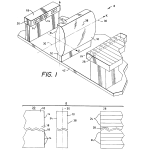
FIG. 1 is a diagrammatic perspective view, with parts broken away, of a laser light coupling system according to the invention using a biaspheric cylindrical lens;
FIG. 2 is a diagrammatic plan view of the system in FIG. 1;
FIG. 3 is a sectional view of the lens of the system of FIGS. 1 and 2 taken in the y-z plane;
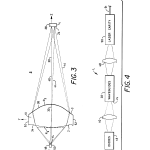
FIG. 4 is a diagrammatic representation of a laser system using the coupling system including the biaspheric cylindrical lens of FIGS. 1, 2, and 3;
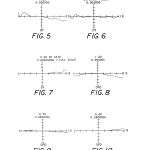
FIGS. 5, 6, and 7 are graphs of the tangential ray displacement errors of the biaspheric cylindrical lens in FIGS. 1 to 3 for different angular field positions with the full field at 1.0;
FIGS. 8, 9, and 10 are graphs of the tangential and sagittal optical path differences of the biaspheric cylindrical lens in FIGS. 1 to 3, again as a function of field position;
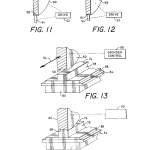
FIGS. 11 and 12 are respective diagrammatic perspective views with parts broken away illustrating means for carrying out a step in the method according to the invention and showing numerically controlled machine tools cutting the edges of wheels for in turn, cutting enlarged profiles (50 lens in FIGS. 1 to 3;
FIGS. 13 and 14 are respective diagrammatic perspective views with parts broken away illustrating means for carrying out a step in the method according to the invention and showing a diamond plated wheel edge grinding an aspheric surface as a cylindrical glass block;
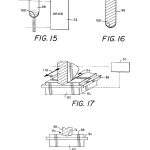
FIG. 15 is a diagrammatic perspective view with parts broken away of means for carrying out a step in the method according to the invention and showing a numerically controlled machine tool cutting the edges of a wheel with a 50 biaspheric lens in FIGS. 1 to 3;
FIG. 16 is diagrammatic sectional view of pad: of a wheel in FIG. 15;
FIG. 17 is a diagrammatic perspective view with parts broken away of means for carrying out a step in the method according to the invention and showing a grinding arrangement for cutting a groove for receiving a 50 to 3;
FIG. 18 is a diagrammatic elevational view with parts broken away of means for carrying out a step in the method according to the invention showing a block having an enlarged surface corresponding to a surface of the lens in FIGS. 1 to 3 and sitting in the groove formed by the arrangement in FIG. 21;
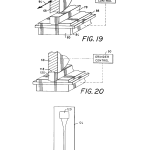
FIG. 19 is a diagrammatic perspective and partially schematic view with parts broken away of means for carrying out a step in the method according to the invention and showing a grinding system which uses a grinding wheel having a cross-section complementary to the other surface of the biaspheric lens in FIGS. 1 to 3 on a 50 other surface of the block in FIG. 18;
FIG. 20 is a diagrammatic perspective and partially schematic view with parts broken away of means for carrying out a step in the method according to the invention and showing the grinding system of FIG. 19 grinding the other surface of the block in FIG. 19;
FIG. 21 is a diagrammatic illustration showing means for carrying out a step in the method according to the invention and showing a drawing furnace for drawing down the lens shaped block in FIGS. 17 and 18 into a lens of smaller scale reduced in size by 50 to 1;
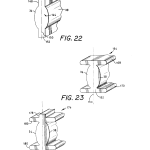
FIG. 22 is a diagrammatic perspective view of a portion of another lens embodying the invention and having cylindrical refracting surfaces shaped and spaced identically to the lens of FIG. 1, but with stiffening extensions between the cylindrical surfaces;
FIG. 23 is a diagrammatic perspective view of part of yet another lens embodying the invention and having refracting surfaces shaped and spaced identically to .the lens of FIG. 1, but with integral stiffening extensions;
FIG. 24 is a diagrammatic perspective view of part of another lens embodying the invention with refracting surfaces corresponding to the lens of FIGS. 1, 2, and 3, with other stiffening extensions;
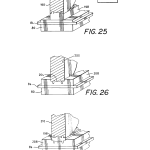
FIG. 25 is a diagrammatic perspective view with parts broken away showing a grinding wheel arrangement shaping one side of the lens of FIG. 24;
FIG. 26 is a diagrammatic perspective view with parts broken away showing formation of a groove to receive the ground side of the lens in FIG. 29; and
FIG. 27 is a diagrammatic perspective view with parts broken away showing formation of the other refractive surface of the lens in FIG. 21.
DETAILED DESCRIPTION OF PREFERRED EMBODIMENTSFIGS. 1 and 2 show diagrammatic perspective and plan elevational views of a laser pumping system 8 embodying the invention and FIG. 3 shows an elevational view of a lens 10 employed in system 8 and also appearing in FIGS. 1 and 2. These figures are drawn relative to x, y, and z axes of an orthogonal coordinate system as shown. In FIGS. 1, 2, and 3, a biaspheric cylindrical lens 10 couples light emerging from a linear array of adjacent rectangular light emitting facets or ends 14 of adjacent laser diodes 18 on a laser diode array or strip 20 onto respective rectangular receiving ends 24 of a set of an equal number of flat adjacent optical fiber waveguides 28. The diode strip 20 is approximately 100 μ wide, and the laser diode emitting facets 14 are approximately 1 μ to 2 μ high in the y-direction, and approximately 5 μ wide in the x-direction. The set of fiber waveguides 28 measured along the receiving ends 24 is also approximately 100 μ wide, and the receiving end dimensions are approximately 5 μ to 15 μ high in the y-direction and 5 μ wide in the x-direction.
The lens 10 extends along an axis 30 coincident with the x-axis and preferably parallel within acceptable limits to the direction of the alignment of the centers of the adjacent laser diode emitting ends 14 and centers of the adjacent optical fiber waveguide receiving ends 24. A front surface 34 and a back surface 38 of the lens 10 run generally parallel to the x-axis 30. The surfaces 34 and 38 are aspheric in the y-z plane transverse to the x-axis 30. That is, the aspheric surfaces 34 and 38 are each defined by a line extending parallel to the x-axis 30 and travelling along a curved aconic path understanding that an “aconic” path is one other than the path of a conic section. The cross-sections of the surfaces 34 and 38 serve to limit spherical aberration, coma, and off-axis aberrations as the lens 10 directs the light emerging from the ends 14 so that it converges onto or in the ends 24.
Preferably, the centers of the entrance ends 24, the x-axis, and the centers of the emitting facets 14 all lie in the x-z plane. For this purpose, a suitable support 44, shown only diagrammatically, holds the lens 10, the strip 20, and the fiber waveguides 28 relative to each other in a well-known manner.
FIG. 3 is an enlarged diagrammatic elevational view of the lens in FIGS. 1 and 2 showing light rays 46 emerging from a typical laser diode emitting end 14, undergoing refraction at the surfaces 34 and 38 of the lens 10, and entering a typical receiving end 24 of the fiber waveguides 28. The lens 10 in the embodiment illustrated in FIGS. 1, 2, and 3 is substantially larger in the direction of the vertical y-axis than either the diode ends 14 or the receiving ends 24 of the fiber waveguides 28. This simplifies focusing and affords the lens 10 structural rigidity along the direction of the x-axis 30 to limit the lens from sagging in the x-y plane.
The lens 10 also includes flanges 52 at the top and bottom. These add to the rigidity of the lens in the x-y plane by adding to its moment of inertia in the y-z plane.
In general, the lens 10 furnishes an approximately 3 to 1 magnification to converge the light emerging from the ends 14, which are approximately 1 μ to 2 μ in the vertical direction, onto or into the fiber waveguide receiving ends 24, which are 5 μ to 10 μ high. The lens 10 is well-corrected not only on-axis, but off-axis as well, as measured in the y-z plane.
Further details of a more specific embodiment of the invention appear in the following table where, as best shown in FIG. 3, a distance TH0 represents the axial distance from the laser diode ends 14 to the aspheric surface 34 (measuring along the z-axis); a distance TH1 represents the axial thickness of the lens 10 along the z-axis; a distance TH2 represents the axial distance from the aspheric surface 38 to the receiving ends 24 of the fiber waveguides 28 along the z-axis; the radius R.sub.1 is the base radius of the surface 34 in the y-z plane, transverse to the x-axis 30; the radius R.sub.2 is the base radius of the surface 38 in the y-z plane, transverse to the x-axis; EFL is the effective focal length of the lens the back focal length is BFL; the transverse magnification in the y-z plane is T-MAG; n is the refractive index of the material of the lens 10; and F/# is the F-number of the lens 10 in the y-z plane. A positive radius has its center of curvature to the right of the surface, and a negative radius has its center of curvature to the left of the surface.
The reference object height is REF OBJ HT; the reference aperture height is REF AP HT; the length from the ends 14 to the ends 24 is LENGTH. All distances are measured in min.
The conic constant of surfaces 34 and 38 is K.
The shape of the aspheric surface in the y-z plane is expressed by the following: ##EQU1## where K is the conic constant, c is the curvature 1/R, with R the radius, at the pole of the surface, y and z are measured from local coordinate systems having their origins at the pole of the surfaces;
A, B, C, D, E, F, and G are 4th, 6th, 8th, 10th, 12th, 14th, and 16th order coefficients for the surface.
In a specific embodiment, the following values apply:
TH0=0.071 mm
TH2=0.331 mm
TH1=0.098 mm
R.sub.1 =0.206 mm
R.sub.2 =-0.087 mm
n=1.830
EFL=0.087 mm
BFL=0.331 mm
T-MAG=-3.030 mm
F/#=1.820
REF OBJ HT=0.005 mm
REF AP HT=0.059 mm
LENGTH=0.500 mm
The coefficients in the equation above, for the surface 34 are:
K=-13.7971
A=-1.20030E+02, 4th order coefficient
B=5.04869E+04, 6th order coefficient
C=-2.41203E+07, 8th order coefficient
D=7.68848E+09, 10th order coefficient
E=-1.176771000E+12, 12th order coefficient
F=8.924943727E+13, 14th order coefficient
G=-3.058562317E+15, 16th order coefficient
The aspheric polynomial data for the surface 38 are:
K=-1.83326
A=-1.38769E+02, 4th order coefficient
B=1.05988E+04, 6th order coefficient
C=-7.64537E+05, 8th order coefficient
D=2.06031E+08 10th order coefficient
E=-1.205466504E+11, 12th order coefficient
F=2.591516650E+13, 14th order coefficient
G=-1.553182640E+15, 16th order coefficient
The above data is for a wavelength of 1.06 micrometers. These relationships result in a well-corrected lens not only on-axis but also off-axis in the y-z plane.
FIG. 4 illustrates a laser system L including the system 8 of FIGS. 1 to 3 embodying the invention. Here, the lens 10 converges light from the diodes 18 onto the ends 24 of fiber waveguides 28. The latter form a bundle at their distal, i.e. emitting, ends. Suitable optics 48, such as a lens converges the output of the fiber waveguides 28 into a solid state laser cavity 50 which in a known manner produces a laser beam 51. Such a laser L is disclosed in the concurrently filed and commonly assigned application of Hong Po and Stephen D. Fantone and entitled “Optical Fiber Laser and Geometric Coupler.” In operation, the diodes 18 generate light, and the lens 10 focuses the light on or into the receiving ends 24 of the fiber waveguides 28. The light is guided to the emitting ends of the waveguides 28. The optics 48 converge the output of the fiber waveguides 28 into the solid state laser cavity 50. The latter generates a laser beam 51.
The aberrations of the aforementioned embodiments in the y-z plane appear in the graphs of FIGS. 5 to 10. In each graph, the maximum entrance pupil coordinate is normalized to 1 The horizontal axis represents the entrance pupil and the vertical axis represents the amount of aberration. FIGS. 5, 6, and 7 are graphs of the tangential ray displacement errors of the biaspheric cylindrical lens in FIGS. 1 to 3 for different decimal fractions of the full field, namely 1.00, 0.70, and 0.00.
The lens images the light outputs of laser diode arrays onto the end faces of the optical fiber waveguides. More generally, the lens 10 converges the rays from the laser diodes 18 onto the end faces 24 of the fiber waveguides 28 so the rays are channeled into an angle smaller than the acceptance angles of waveguides at their end faces 24. The acceptance semifield angle in air is equal to:
θ=sin .sup.-1 (NA) (2)
where NA=the numerical aperture of the optical fiber waveguide in the direction transverse to its width.
The lens 10 corrects for coma and off-axis aberrations in a distinctive way. Specifically, each surface 34 and 38 is not individually corrected, but the combination of the two surfaces is. In the lens 10, the overall system is corrected for off-axis aberrations, especially coma, regardless of the correction of the individual surfaces, and the on-axis aberrations are balanced off against the off-axis aberrations to obtain a better correction over a wide field. In the embodiment disclosed, the lens 10 uses its 16th order polynomial to obtain this desired correction. According to other embodiments of the invention, the lens 10 may be constructed with higher or lower ordered polynomials, depending on the desired numerical aperture.
The process of making the lens 10 appears in FIGS. 11 to 16. It involves forming a larger preform block from the material comprising the lens 10. The larger block is identical in geometry to the lens 10, but on a 50 wheels as shown in the views of FIGS. 11 and 12. In FIG. 11, a drive 52 numerically controls a tool bit 54 which cuts into edge 58 of a rotating 8 inch diameter steel wheel 60. The drive 54 rotates the wheel 60 and moves the tool 54, radially and axially, relative to the axis of the wheel 60 to give the edge 58 a cross-sectional shape nearly complementary to the cross-sectional profile of the surface 34 of the lens 10, but on a 50 later plating step brings the edge to a cross-sectional profile more exactly complementary to the surface 34 on the 50 repeated on another round steel blank to produce a second wheel 60 like the first steel wheel 60.
In FIG. 12, the drive 52 rotates another 8 inch diameter wheel 68 and moves the tool 54, axially and radially, relative to the axis of the wheel 68 to provide its edge with a shape nearly complementary to the 50 enlarged axially transverse cross-sectional profile of the second surface 38 of the lens 10. Sufficient room is left on the edge 68 so that a later plating step brings the edge to a cross-sectional profile more exactly complementary to the surface 38 on the 50 tool 54 repeat the process to form a second wheel 68 like first wheel 68.
A plater, not shown, then plates the edge 58 of one wheel 60 and the edge 64 of one wheel 68 with coarse diamond particles. In the plated condition, the cross-sections of the wheels are ideally exactly complementary to the surfaces 34 and 38 on an enlarged 50 grinding process, the plater also plates the outer peripheral side surfaces of the wheels 60 and 68. The plater then plates the edges 58 and 64 of the other wheels 60 and 68 and the outer peripheries of the side surfaces of these wheels with fine diamond particles. In the plated condition, the cross-sections of the wheels are also ideally exactly complementary to the surfaces 34 and 38 on an enlarged 50 Plating converts one of each of the wheels 60 and 68 to a coarse grinding wheel, and the other of each of the wheels 60 and 68 to a fine grinding wheel.
The pairs of grinding wheels 60 and 68 then form a 50 the lens 10. FIGS. 13 and 14 are respective sectional and perspective views illustrating the next steps for this purpose. In FIGS. 13 and 14, the coarse diamond plated surface 58 of the wheel 60 grinds an aspheric cylindrical surface 74, corresponding to the surface 34, on a 50 scale onto a rectangular glass perform block 78. The fine wheel 60 then grinds the surface 74 to provide it with a fine finish.
To accomplish the grinding operation of the, wheel 60, a magnetic chuck 80 in FIGS. 13 and 14 forms part of a surface grinder and holds a steel plate 84. Waxed to the plate 84 is a glass plate 88. The latter carries the rectangular block 78 which is waxed to the plate 88. The block 78 is of the same material as the lens 10, and its width is 50 times the width of the lens 10 in the x-y plane between the surfaces 34 and 38 and across the cylindrical x-axis. A grinder control 90 rotates the coarse wheel 60 and moves it in and out of the paper in the directions of the double headed arrow 94. The grinding operation takes place twice, once with the coarse wheel 60 and then with the fine wheel 60.
The process continues by lapping the surface 74. Lapping wheels are fashioned as shown in FIGS. 11 and 12 with a numerically controlled drive 52. The wheels are treated and then moved by the grinder control 90 as shown in FIG. 13 to lap the surface 74 on the block 78. In an embodiment of the invention, the lapping step is omitted.
In FIG. 15, the numerically controlled drive 52 fashions the edge of one of two grinding wheels 98 to cross-sectional profiles nearly the shape of the surface 34 on a 50 fine wheels by diamond plating the respective edges so their cross-sectional profiles each ideally conforms exactly to the transverse cross-section of the surface 34. FIG. 16 shows a plated wheel 98 with the ideally exact cross-sectional profile 100 of the surface 34.
The block 78 is then removed from the glass, plate 88. FIG. 17 shows the next step. Here, the control 90 rotates the wheel 98 of FIGS. 15 and 16, and moves it back and forth into and out of the direction of the paper, as shown by the double headed arrow 110, and downwardly to form a groove 114 in the plate 88. The control 90 first uses the coarse grinding wheel 98 and then the fine grinding wheel. The groove 114 now is ready to receive a shape corresponding to the surface 34 of the lens 10 enlarged on a 50 enlarged surface 74, corresponding to the surface 34 of the lens 10, fitted into the groove 114 formed by the arrangement in FIG. 17. The plate 88 containing the groove 114 remains waxed to the steel plate 84 on the magnetic chuck 80 of the surface grinder. Going from FIG. 14 to 19 involves flipping over the block 78 and seating the block in the groove 114. Because the surface 74 and the groove 114 are aspheric, everything lines up. No roll need be accommodated. It is now possible to grind the back surface directly on the block 78.
The lens formation continues as shown in FIG. 19. The latter is a perspective and partially schematic view of the grinding system. Here, the grinder control 90 rotates the grinding wheel 68. The latter has a cross-section complementary to the shape of the surface 38 in the biaspheric lens 10 on a 50 wheel 68 and moves it back and forth in the directions of the double headed arrow 94 and downwardly against the block 78.
The grinding operation continues as shown in the perspective and partially schematic view of the grinding system of FIG. 20. The grinder first uses the coarse wheel 68, then the fine wheel 68, and finally a lapping wheel which received its shape as shown in FIG. 12. Additional polishing may also be used to further improve the surface quality. An oil or water base coolant may be used to cool the surfaces during any or all the grinding and machining operations.
The result is the preform block 78 having the shape of a lens identical to the lens 10 but on an enlarged 50 drawing the lens down to the dimensions of the lens 10. FIG. 21 is a schematic illustration showing a drawing furnace 124 for drawing the lens shape block 120 into the lens 10.
The drawing furnace uses a careful selection of temperatures, preferably lower, and rates that accurately maintain the profile of the lens formed from the block 78. Because the lens grinding process is extremely accurate, with or without lapping, the result in surface errors is less than a fraction of a micron.
FIG. 22 is a perspective view of a lens 144 embodying the invention and also having surfaces 34 and 38 shaped and spaced identical to those of lens 10. Here, integral stiffening extensions 148 and 150, between the cylindrical surfaces 34 and 38 project along the x-y plane, i.e., a plane 152, between the surfaces 34 and 38. These extensions 148 and 150 serve to stiffen the lens, so the lens 144, when mounted between the laser strip 20 and aligned ends 24 of the fiber waveguides 28, does not droop or sag in the x-y plane.
FIG. 23 is a perspective view of a lens 1 64 embodying the invention, and also having surfaces 34 and 38 shaped identically to those of lens 10. Here, there are integral stiffening extensions 168 and 170 extending between and beyond the plane 150. These extensions also stiffen the lens.
FIG. 24 is a perspective view of another lens 174 embodying the invention and having surfaces 34 and 38 corresponding to those of the lens 10. Here, stiffening extensions 178 and 180 extend beyond and between the cylindrical surfaces 34 and 38 and project parallel to the plane 150. These extensions 178 and 180 serve to stiffen the lens 174 in the same manner as the other aforementioned stiffeners by increasing the cross-sectional moment-of-inertia of the lens in the y-z plane.
The lenses in FIGS. 22, 23, and 24 are manufactured from forms at a 50 lapping and grinding wheels are shaped to cut the form with the extensions. The extensions 148, 150, 168, 170, 178, and 180 are each tapered and have rounded corners for easy manufacture.
FIG. 25 corresponds to FIG. 14 wherein a grinding wheel 190, having a shape complementary to the surface 34 and the extensions 178 and 180, grinds a block 198 to the proper shape. In FIG. 26, a wheel 200 cuts a groove 204 with extensions into a slab 208 in a manner similar to that shown in FIG. 17. A wheel 210 in FIG. 27 then grinds the block 198 in a manner similar to that in FIG. 20. The newly ground surface corresponds on a 50 scale to the surface 38 with the extensions corresponding to 152 and 168 in FIG. 23. This arrangement and process forms the block of glass having the correct index of refraction to a shape corresponding to the desired lens 1 64 in FIG. 23. A drawing furnace and tower then draws the block 198 axially down at a 50 to 1 reduction in the shape of the lens 198.
What has been shown is how to fabricate a lens that is relatively insensitive to tilt and forms a small enough image of a laser diode facet on the available area of a corresponding entrance end of a receiving fiber so that the overall optical coupling between them is relatively insensitive to small lateral displacements between the relative positions of the laser diode array and receiving fiber bundle.
Although particular embodiments of the present invention have been shown and described herein, many varied embodiments incorporating the teachings of the present invention may be easily constructed by those skilled in the art.
CLAIMS(15)
What is claimed is:
1. An apparatus comprising:
a linear laser diode array containing a plurality of laser diode light sources having respective emitting facets;
a plurality of optical fiber waveguides having respective receiving ends; and
optical means for directing light from said emitting facets onto or in said receiving ends, said optical means including a cylindrical lens having two refractive surfaces elongated in a given direction with said surfaces each having a continuous curvature in a plane transverse to said given direction, one of said curvatures being aspheric and following a path other than a path of a conic section.
2. The apparatus of claim 1 wherein each of said curvatures is aspheric and follows a path other than a path of a conic section.
3. The apparatus of claim 2 wherein said optical means further functions for imaging the light from the emitting ends onto the receiving ends.
4. The apparatus of claim 3 wherein said lens is positioned and said surfaces are shaped to converge the light from said emitting facets onto or into said receiving ends.
5. The light generating system of claim 4 wherein:
said emitting facets of said plurality of laser diode light sources are aligned parallel to said given direction; and
said plurality of receiving ends of said optical fiber waveguides are aligned parallel to said given direction.
6. The apparatus of claim 4 wherein said cylindrical lens has an axis along the given direction.
7. The apparatus of claim 6 wherein said emitting facets emit diverging light and said fiber waveguides have numerical apertures that define acceptance angles at the receiving ends; and
said surfaces of said cylindrical lens are shaped and located to collect diverging light from the emitting surfaces along one azimuth and converge it onto or into receiving ends within said acceptance angles of said receiving ends.
8. The apparatus of claim 7 wherein said surfaces correct for on- and off-axis aberrations along an azimuth transverse to said axis.
9. The apparatus of claim 8 wherein said surfaces correct for third and higher order spherical aberrations, coma, and other off-axis aberrations along an azimuth transverse to said axis.
10. The apparatus of claim 7 wherein said surfaces correct for coma and other off-axis aberrations along an azimuth transverse to said
11. The apparatus of claim 8 wherein said surfaces cooperate together to correct for coma along an azimuth transverse to the axis.
12. The apparatus of claim 6 wherein said material defines an axis along said elongated direction and said surfaces are parallel thereto.
13. The apparatus of claim 2 wherein said material includes stiffening means for stiffening the lens, said stiffening means including integral extensions projecting from between said surfaces.
14. The apparatus of claim 13, wherein said stiffening means project in a direction transverse to a plane between said surfaces.
15. A method of making a cylindrical lens having a cylindrical axis, comprising:
shaping the edge of a first grinding wheel with a shape complementary to a cross-sectional shape in a plane transverse to the axis at an enlarged scale;
plating said edge of the first grinding wheel with an abrasive;
grinding a cylindrical surface onto a first surface of a block of a transparent material with said first grinding wheel;
shaping the edge of a second grinding wheel with a shape complementary to a cross-sectional shape in a plane transverse to the axis at said enlarged scale;
plating said edge of the second grinding wheel with an abrasive;
grinding a cylindrical surface onto a second surface of said block of a transparent material with said second grinding wheel; and
heating and drawing down the cylindrical block to the scale of the lens.
| Cited Patent | Filing date | Publication date | Applicant | Title |
|---|---|---|---|---|
| US4530574 * | Aug 6, 1984 | Jul 23, 1985 | Xerox Corporation | Beam collimation and focusing of multi-emitter or broad emitter lasers |
| US4675531 * | Mar 28, 1985 | Jun 23, 1987 | Polaroid Corporation | Optical scanner having a multi-surfaced lens arrangement for producing a rotationally symmetric beam |
| US4713822 * | May 24, 1985 | Dec 15, 1987 | Amada Engineering & Service Co., Inc. | Laser device |
| US4826269 * | Oct 16, 1987 | May 2, 1989 | Spectra Diode Laboratories, Inc. | Diode laser arrangement forming bright image |
| US4958263 * | Nov 2, 1988 | Sep 18, 1990 | General Electric Company | Centralized lighting system employing a high brightness light source |
| US4964704 * | Aug 17, 1989 | Oct 23, 1990 | Semiconductor Energy Laboratory Co., Ltd. | Optical system for use of a laser processing machine |
| US4972427 * | Sep 14, 1989 | Nov 20, 1990 | Spectra Diode Laboratories, Inc. | Talbot cavity diode laser with uniform single-mode output |
| US4979807 * | Apr 11, 1990 | Dec 25, 1990 | Canon Kabushiki Kaisha | Biaspherical single lens for an optical information recording-reproducing apparatus |
| US5004330 * | Mar 16, 1990 | Apr 2, 1991 | Hoya Corporation | Aspherical glass lens element formed by a low dispersion glass material |
| US5020888 * | Mar 9, 1990 | Jun 4, 1991 | Hoya Corporation | Aspherical glass lens element suitable for a collimator lens |
| US5024504 * | Nov 20, 1989 | Jun 18, 1991 | Gte Laboratories Incorporated | Method of aligning and packaging an optoelectronic component with a single-mode optical fiber array |
| US5048911 * | Jun 21, 1989 | Sep 17, 1991 | Universiti Malaya | Coupling of multiple laser beams to a single optical fiber |
| US5073041 * | Nov 13, 1990 | Dec 17, 1991 | Bell Communications Research, Inc. | Integrated assembly comprising vertical cavity surface-emitting laser array with Fresnel microlenses |
| US5081639 * | Oct 1, 1990 | Jan 14, 1992 | The United States Of America As Represented By The United States Department Of Energy | Laser diode assembly including a cylindrical lens |
| US5127068 * | Nov 16, 1990 | Jun 30, 1992 | Spectra-Physics, Inc. | Apparatus for coupling a multiple emitter laser diode to a multimode optical fiber |
| US5268978 * | Dec 18, 1992 | Dec 7, 1993 | Polaroid Corporation | Optical fiber laser and geometric coupler |
| US5293269 * | Mar 5, 1993 | Mar 8, 1994 | Mcdonnell Douglas Corporation | Aspheric cylindrical lens and method of fabrication |
| US5307430 * | Nov 30, 1992 | Apr 26, 1994 | The United States Of America As Represented By The United States Department Of Energy | Lensing duct |
| US5369661 * | Jan 30, 1992 | Nov 29, 1994 | Nippon Steel Corporation | Semiconductor laser-pumped solid state laser system and optical coupling system coupling semiconductor laser with optical fiber |
| Reference | ||
|---|---|---|
| 1 | IBM Technical Disclosure Bulletin, vol. 19, No. 2, Jul. 1976, “Collimated Light Source With Laser Diode and Microcylindrical Lens,” E. A. Cunningham. | |
| 2 | * | IBM Technical Disclosure Bulletin, vol. 19, No. 2, Jul. 1976, Collimated Light Source With Laser Diode and Microcylindrical Lens, E. A. Cunningham. |
| Citing Patent | Filing date | Publication date | Applicant | Title |
|---|---|---|---|---|
| US5764274 * | Feb 16, 1996 | Jun 9, 1998 | Presstek, Inc. | Apparatus for laser-discharge imaging and focusing elements for use therewith |
| US5870517 * | Oct 7, 1997 | Feb 9, 1999 | Integrated Device Technology, Inc. | Package including self-aligned laser diode and method of aligning a laser diode |
| US6434177 | May 27, 1998 | Aug 13, 2002 | Heidelberger Druckmaschinen Ag | Solid laser with one or several pump light sources |
| US6819861 * | Jun 27, 2003 | Nov 16, 2004 | Toyoda Koki Kabushiki Kaisha | Laminated optical waveguide array, beam collecting device and laser emission device |
| US7400801 * | Jun 19, 2007 | Jul 15, 2008 | Owlink Technology, Inc. | Bidirectional HDCP module using single optical fiber and waveguide combiner/splitter |
| US7783148 | Dec 18, 2008 | Aug 24, 2010 | Schott Ag | Fiber-optic apparatus for receiving emitted radiation of a diode laser, and method for producing a fiber-optic apparatus of the type |
| US8090230 * | Feb 12, 2009 | Jan 3, 2012 | Compass Electro-Optical Systems | Method and device for light coupling |
| CN102349004B | Feb 12, 2010 | Aug 21, 2013 | 罗伯特·博世有限公司 | 具有二极管激光器和多个光纤的光源 |
| DE19723269A1 * | Jun 3, 1997 | Dec 10, 1998 | Heidelberger Druckmasch Ag | Festkörperlaser mit einer oder mehreren Pumplichtquellen |
| DE102004006932B3 * | Feb 12, 2004 | Oct 20, 2005 | Dilas Diodenlaser Gmbh | High-power bar-shaped laser diode for production of beam of light has microcooler on one side and collection of optical fibers on other side opposite narrow emitter regions |
| DE102007061655A1 | Dec 18, 2007 | Aug 6, 2009 | Schott Ag | Faseroptische Vorrichtung zur Aufnahme emittierter Strahlung eines Diodenlasers und Verfahren zur Herstellung einer solchen faseroptischen Vorrichtung |
| EP0790517A2 * | Feb 14, 1997 | Aug 20, 1997 | Presstek, Inc. | Apparatus for laser-discharge imaging and focusing elements for use therewith |
| WO2002035272A1 * | Oct 25, 2001 | May 2, 2002 | Daimler Chrysler Ag | Optical signal transmission system |
| WO2006063807A2 * | Dec 13, 2005 | Jun 22, 2006 | Framatome Connectors Int | Optical coupling device using a rod-shaped lens with aspeherical surfaces |
| WO2010102880A1 * | Feb 12, 2010 | Sep 16, 2010 | Robert Bosch Gmbh | Light source comprising a diode laser and a plurality of optical fibers |
| WO2010102887A1 * | Feb 18, 2010 | Sep 16, 2010 | Robert Bosch Gmbh | Light source comprising a diode laser and a plurality of optical fibers |
| U.S. Classification | 385/33 |
| International Classification | G02B3/04, G02B6/42 |
| Cooperative Classification | G02B6/4204, G02B6/4249, G02B3/04, G02B6/425, G02B6/4206 |
| European Classification | G02B6/42C3, G02B6/42C3B, G02B3/04, G02B6/42C8 |
| Date | Code | Event | Description |
|---|---|---|---|
| Sep 30, 2008 | FP | Expired due to failure to pay maintenance fee |
Effective date: 20080813
|
| Aug 13, 2008 | LAPS | Lapse for failure to pay maintenance fees | |
| Mar 25, 2008 | AS | Assignment |
Owner name: PLLAROID EYEWEAR I LLC, MASSACHUSETTS
Owner name: POLAROID ASIA PACIFIC LLC, MASSACHUSETTS
Owner name: POLAROID CAPITAL LLC, MASSACHUSETTS
Owner name: POLAROID CONSUMER ELECTRONICS INTERNATIONAL, LLC,
Owner name: POLAROID CONSUMER ELECTRONICS, LLC, (FORMERLY KNOW
Owner name: POLAROID CORPORATION, MASSACHUSETTS
Owner name: POLAROID HOLDING COMPANY, MASSACHUSETTS
Owner name: POLAROID INTERNATIONAL HOLDING LLC, MASSACHUSETTS
Owner name: POLAROID INVESTMENT LLC, MASSACHUSETTS
Free format text: RELEASE OF SECURITY INTEREST IN PATENTS;ASSIGNOR:JPMORGAN CHASE BANK, N.A.;REEL/FRAME:020733/0001
Effective date: 20080225
Owner name: POLAROID LATIN AMERICA I CORPORATION, MASSACHUSETT
Owner name: POLAROID NEW BEDFORD REAL ESTATE LLC, MASSACHUSETT
Owner name: POLAROID NORWOOD REAL ESTATE LLC, MASSACHUSETTS
Owner name: POLAROID WALTHAM REAL ESTATE LLC, MASSACHUSETTS
Owner name: ZINK INCORPORATED, MASSACHUSETTS
Owner name: PLLAROID EYEWEAR I LLC,MASSACHUSETTS
Free format text: RELEASE OF SECURITY INTEREST IN PATENTS;ASSIGNOR:JPMORGAN CHASE BANK, N.A.;REEL/FRAME:20733/1
Owner name: POLAROID LATIN AMERICA I CORPORATION,MASSACHUSETTS
Owner name: POLAROID HOLDING COMPANY,MASSACHUSETTS
Owner name: POLAROID INVESTMENT LLC,MASSACHUSETTS
Owner name: POLAROID NORWOOD REAL ESTATE LLC,MASSACHUSETTS
Owner name: POLAROID WALTHAM REAL ESTATE LLC,MASSACHUSETTS
Owner name: POLAROID CAPITAL LLC,MASSACHUSETTS
Owner name: POLAROID INTERNATIONAL HOLDING LLC,MASSACHUSETTS
Owner name: ZINK INCORPORATED,MASSACHUSETTS
Owner name: POLAROID ASIA PACIFIC LLC,MASSACHUSETTS
Owner name: POLAROID CORPORATION,MASSACHUSETTS
Owner name: POLAROID NEW BEDFORD REAL ESTATE LLC,MASSACHUSETTS
|
| Feb 18, 2008 | REMI | Maintenance fee reminder mailed | |
| Jul 20, 2007 | AS | Assignment |
Owner name: PETTERS CONSUMER BRANDS INTERNATIONAL, LLC, MASSAC
Owner name: PETTERS CONSUMER BRANDS, LLC, MASSACHUSETTS
Owner name: POLAROID ASIA PACIFIC LLC, MASSACHUSETTS
Free format text: RELEASE OF SECURITY INTEREST IN PATENTS;ASSIGNOR:WILMINGTON TRUST COMPANY;REEL/FRAME:019699/0512
Effective date: 20070425
Owner name: POLAROID CAPITAL LLC, MASSACHUSETTS
Owner name: POLAROID CORPORATION, MASSACHUSETTS
Owner name: POLAROID EYEWEAR LLC, MASSACHUSETTS
Owner name: POLAROID HOLDING COMPANY, MASSACHUSETTS
Owner name: POLAROID INVESTMENT LLC, MASSACHUSETTS
Owner name: POLAROID LATIN AMERICA I CORPORATION, MASSACHUSETT
Owner name: POLAROID NEW BEDFORD REAL ESTATE LLC, MASSACHUSETT
Owner name: POLAROID NORWOOD REAL ESTATE LLC, MASSACHUSETTS
Owner name: POLAROID WALTHAM REAL ESTATE LLC, MASSACHUSETTS
Owner name: POLOROID INTERNATIONAL HOLDING LLC, MASSACHUSETTS
Owner name: ZINK INCORPORATED, MASSACHUSETTS
Owner name: POLAROID CAPITAL LLC,MASSACHUSETTS
Owner name: POLAROID CORPORATION,MASSACHUSETTS
Owner name: POLAROID EYEWEAR LLC,MASSACHUSETTS
Owner name: POLAROID NEW BEDFORD REAL ESTATE LLC,MASSACHUSETTS
Owner name: POLOROID INTERNATIONAL HOLDING LLC,MASSACHUSETTS
Owner name: ZINK INCORPORATED,MASSACHUSETTS
Free format text: RELEASE OF SECURITY INTEREST IN PATENTS;ASSIGNOR:WILMINGTON TRUST COMPANY;REEL/FRAME:19699/512
Owner name: POLAROID WALTHAM REAL ESTATE LLC,MASSACHUSETTS
Owner name: POLAROID INVESTMENT LLC,MASSACHUSETTS
Owner name: POLAROID NORWOOD REAL ESTATE LLC,MASSACHUSETTS
Owner name: POLAROID HOLDING COMPANY,MASSACHUSETTS
Owner name: PETTERS CONSUMER BRANDS INTERNATIONAL, LLC,MASSACH
Owner name: PETTERS CONSUMER BRANDS, LLC,MASSACHUSETTS
Owner name: POLAROID ASIA PACIFIC LLC,MASSACHUSETTS
Owner name: POLAROID LATIN AMERICA I CORPORATION,MASSACHUSETTS
|
| Jan 31, 2007 | AS | Assignment |
Owner name: POLAROID CORPORATION (FMR OEP IMAGING OPERATING CO
Free format text: SUPPLEMENTAL ASSIGNMENT OF PATENTS;ASSIGNOR:PRIMARY PDC, INC. (FMR POLAROID CORPORATION);REEL/FRAME:019077/0001
Effective date: 20070122
Free format text: SUPPLEMENTAL ASSIGNMENT OF PATENTS;ASSIGNOR:PRIMARY PDC, INC. (FMR POLAROID CORPORATION);REEL/FRAME:19077/1
|
| Nov 20, 2006 | AS | Assignment |
Owner name: OEP IMAGING OPERATING CORPORATION, NEW YORK
Free format text: ASSIGNMENT OF ASSIGNORS INTEREST;ASSIGNOR:POLAROID CORPORATION;REEL/FRAME:018584/0600
Effective date: 20020731
Free format text: ASSIGNMENT OF ASSIGNORS INTEREST;ASSIGNOR:POLAROID CORPORATION;REEL/FRAME:18584/600
Owner name: OEP IMAGING OPERATING CORPORATION,NEW YORK
|
| Jun 8, 2005 | AS | Assignment |
Owner name: POLAROID CORPORATION (F/K/A OEP IMAGING OPERATING
Free format text: U.S. BANKRUPTCY COURT DISTRICT OF DELAWARE ORDER AUTHORIZING RELEASE OF ALL LIENS;ASSIGNOR:JPMORGANCHASE BANK, N.A. (F/K/A MORGAN GUARANTY TRUST COMPANY OF NEW YORK);REEL/FRAME:016621/0377
Effective date: 20020418
|
| May 27, 2005 | AS | Assignment |
Owner name: JPMORGAN CHASE BANK,N.A,AS ADMINISTRATIVE AGENT, W
Free format text: SECURITY INTEREST;ASSIGNORS:POLAROID HOLDING COMPANY;POLAROID CORPORATION;POLAROID ASIA PACIFIC LLC;AND OTHERS;REEL/FRAME:016602/0603
Effective date: 20050428
Owner name: WILMINGTON TRUST COMPANY, AS COLLATERAL AGENT, DEL
Free format text: ASSIGNMENT OF ASSIGNORS INTEREST;ASSIGNORS:POLAROLD HOLDING COMPANY;POLAROID CORPORATION;POLAROID ASIA PACIFIC LLC;AND OTHERS;REEL/FRAME:016602/0332
Free format text: SECURITY AGREEMENT;ASSIGNORS:POLAROLD HOLDING COMPANY;POLAROID CORPORATION;POLAROID ASIA PACIFIC LLC AND OTHERS;REEL/FRAME:16602/332
Owner name: WILMINGTON TRUST COMPANY, AS COLLATERAL AGENT,DELA
Owner name: JPMORGAN CHASE BANK,N.A,AS ADMINISTRATIVE AGENT,WI
Free format text: SECURITY INTEREST;ASSIGNORS:POLAROID HOLDING COMPANY;POLAROID CORPORATION;POLAROID ASIA PACIFIC LLCAND OTHERS;REEL/FRAME:16602/603
Free format text: SECURITY AGREEMENT;ASSIGNORS:POLAROLD HOLDING COMPANY;POLAROID CORPORATION;POLAROID ASIA PACIFIC LLC;AND OTHERS;REEL/FRAME:016602/0332
|
| Apr 1, 2005 | AS | Assignment |
Owner name: OEP IMAGINIG OPERATING CORPORATION, NEW YORK
Free format text: ASSIGNMENT OF ASSIGNORS INTEREST;ASSIGNOR:POLAROID CORPORATION;REEL/FRAME:016427/0144
Effective date: 20020731
Owner name: POLAROID CORPORATION, NEW YORK
Free format text: CHANGE OF NAME;ASSIGNOR:OEP IMAGING OPERATING CORPORATION;REEL/FRAME:016470/0006
Effective date: 20020801
Owner name: OEP IMAGINIG OPERATING CORPORATION C/O ONE EQUITY
Free format text: ASSIGNMENT OF ASSIGNORS INTEREST;ASSIGNOR:POLAROID CORPORATION /AR;REEL/FRAME:016427/0144
Owner name: POLAROID CORPORATION C/O ONE EQUITY PARTNERS LLC 3
Free format text: CHANGE OF NAME;ASSIGNOR:OEP IMAGING OPERATING CORPORATION /AR;REEL/FRAME:016470/0006
Free format text: CHANGE OF NAME;ASSIGNOR:OEP IMAGING OPERATING CORPORATION;REEL/FRAME:16470/6
Owner name: POLAROID CORPORATION,NEW YORK
Owner name: OEP IMAGINIG OPERATING CORPORATION,NEW YORK
Free format text: ASSIGNMENT OF ASSIGNORS INTEREST;ASSIGNOR:POLAROID CORPORATION;REEL/FRAME:16427/144
|
| Jan 19, 2004 | FPAY | Fee payment |
Year of fee payment: 8
|
| Apr 9, 2001 | AS | Assignment |
Owner name: MORGAN GUARANTY TRUST COMPANY OF NEW YORK, NEW YOR
Free format text: SECURITY AGREEMENT;ASSIGNOR:POLAROID CORPORATION;REEL/FRAME:011658/0699
Effective date: 20010321
Owner name: MORGAN GUARANTY TRUST COMPANY OF NEW YORK 60 WALL
|
| Jan 21, 2000 | FPAY | Fee payment |
Year of fee payment: 4
|

